Trusted by Leading HPI Companies Worldwide
Sinopec · PetroChina · CNOOC · BP · BASF · NOVA Chemicals · Indorama Ventures · EQUATE · Petronor · CEPSA · PETRONAS · Formosa Plastics
View All Major Clients →
Industries We Serve
Solutions Tailored to Your Process
Whether you're debottlenecking an existing column or specifying internals for a grassroots installation, AMT brings industry-specific expertise and proven technology to every engagement.
Petroleum Refining
Crude distillation, vacuum columns, FCC main fractionators, LPG recovery, and hydroprocessing separators.
View refining solutionsPetrochemical
PTA / acetic acid, BTX recovery, pygas processing, ethylene fractionation, EDC units, and extraction distillation.
View petrochemical solutionsGas Processing
Amine treating, glycol dehydration, C3 splitters, deethanizers, demethanizers, and NGL fractionation.
View gas processing solutionsSpecialty Chemical
Extractive distillation, solvent recovery, fine chemical separation, and custom process technology development.
View chemical solutionsMass Transfer Products
High-Performance Separation Equipment
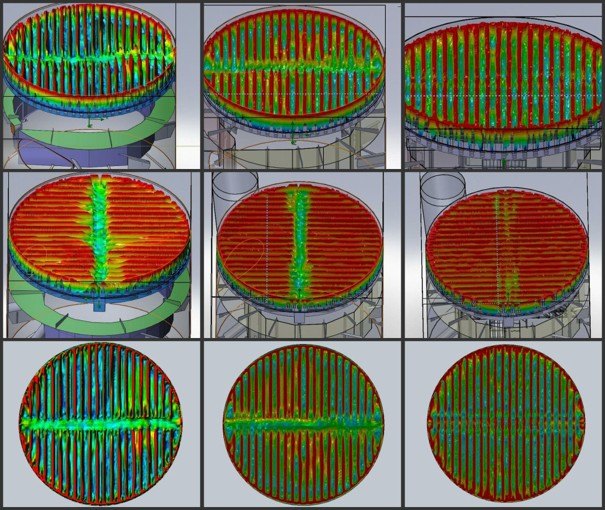
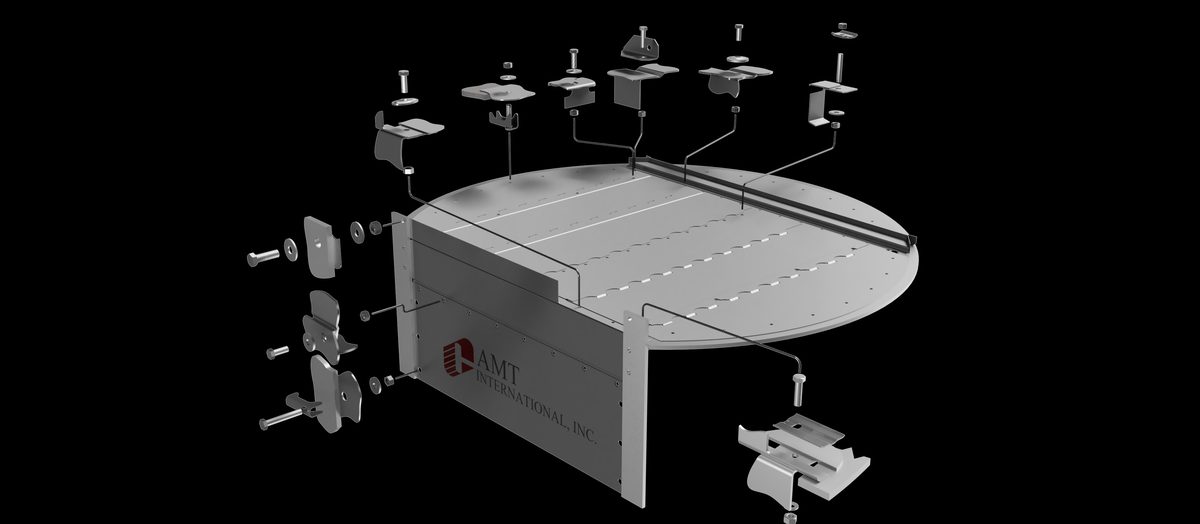
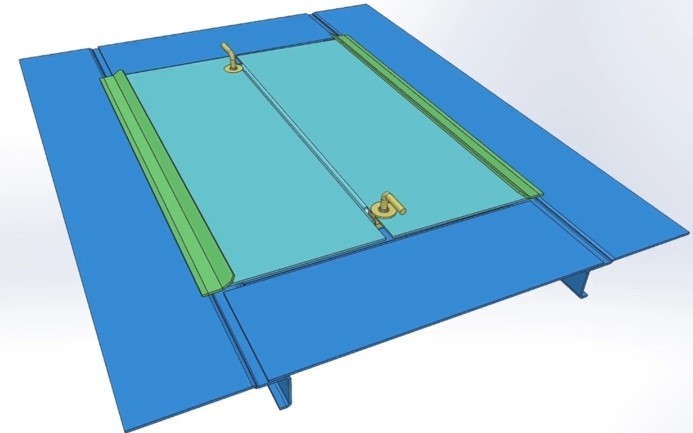
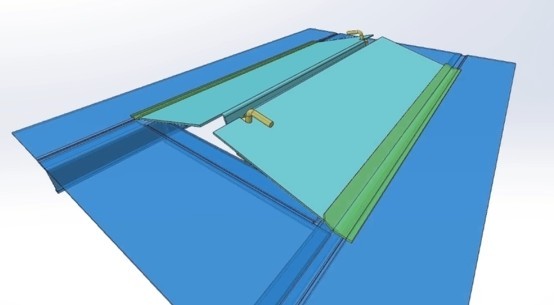
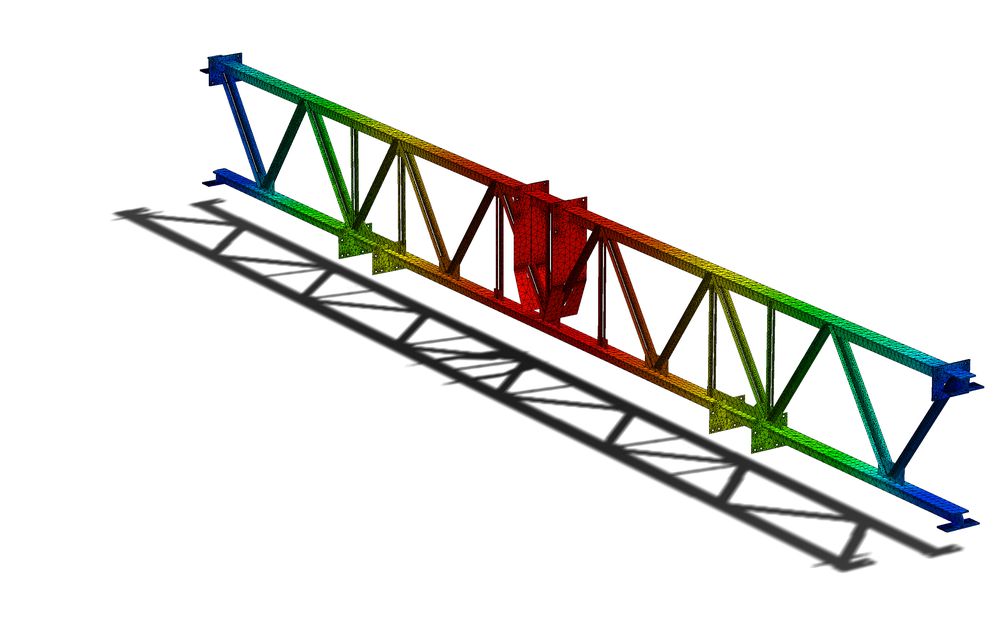
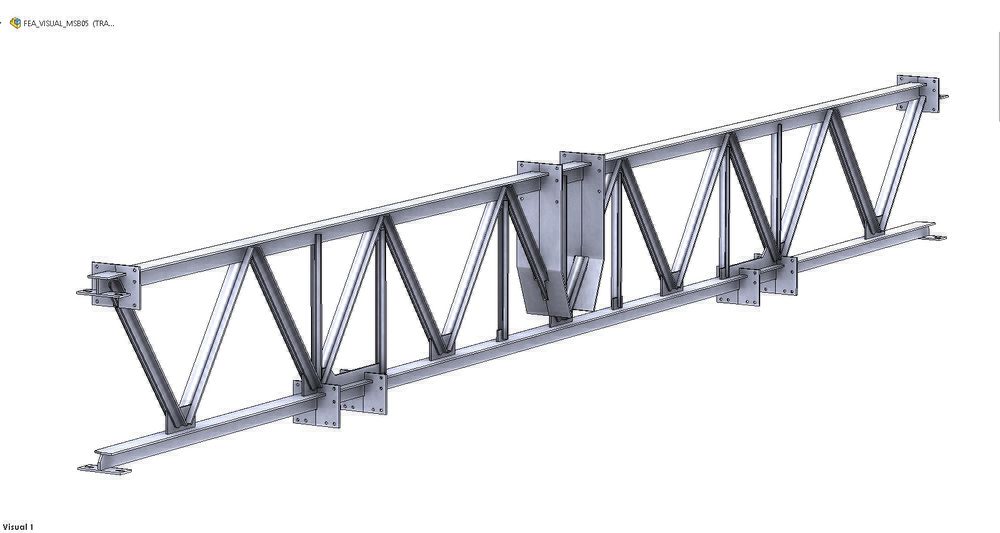
Every product engineered with 3D modeling, FEA, and CFD simulation — eliminating design errors before they reach the shop floor.
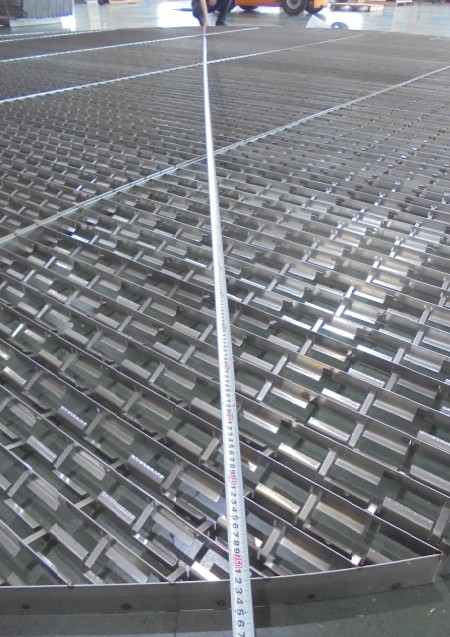
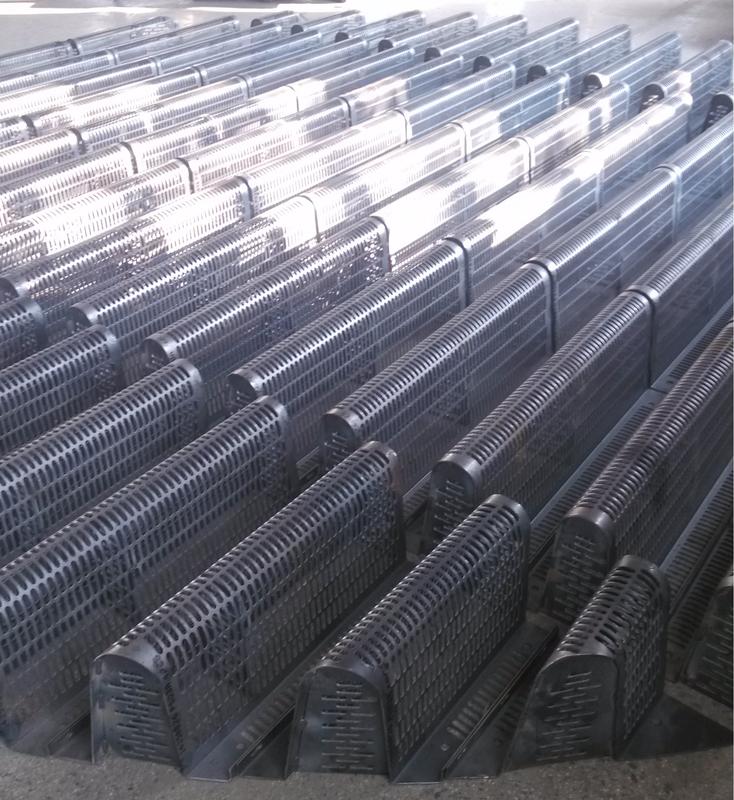
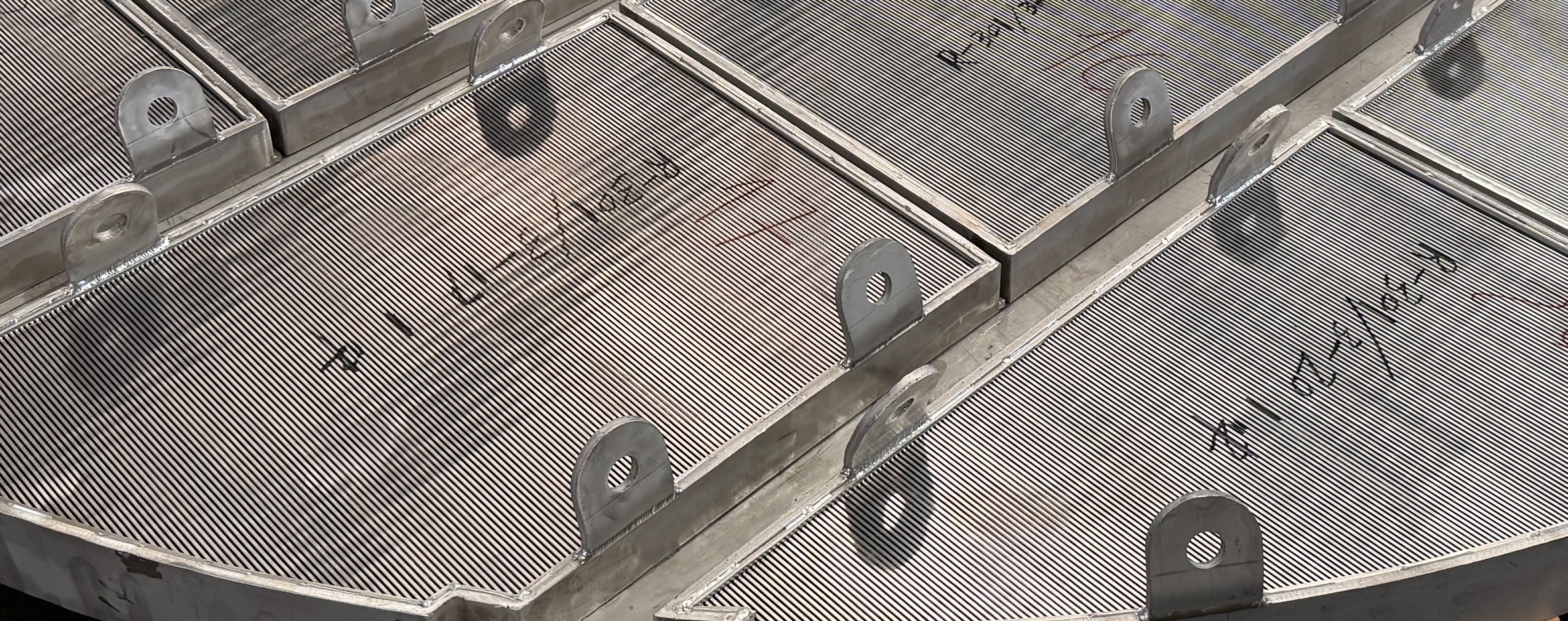
ADV® Pinnacle Performance Trays
AMT's proprietary high-capacity, high-efficiency tray technology — applied in 10,000+ commercial installations across six continents.

Conventional Trays
Sieve, valve, and bubble-cap trays for cost-sensitive applications where standard efficiency is sufficient, engineered to AMT's rigorous mechanical standards.
Structured, Random & Grid Packing
Full range of packing solutions — from high-efficiency structured packing to fouling-tolerant grid and random packing for demanding services.

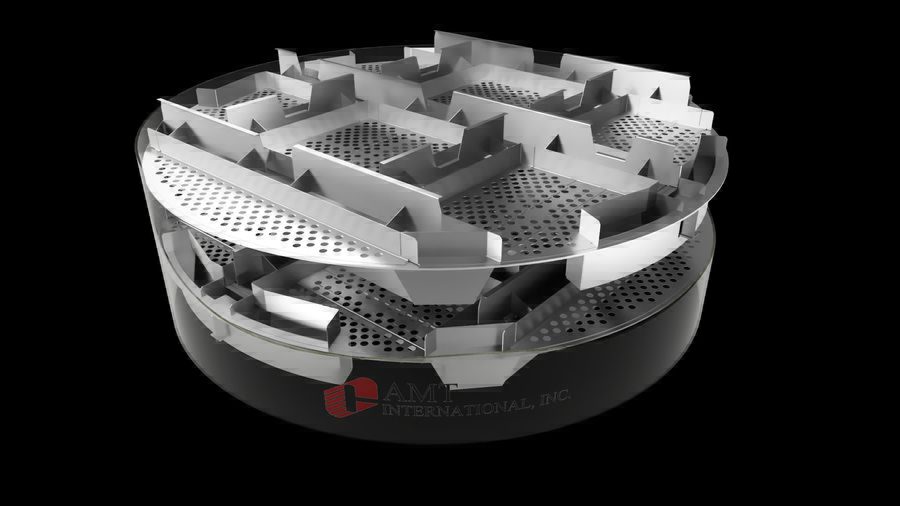
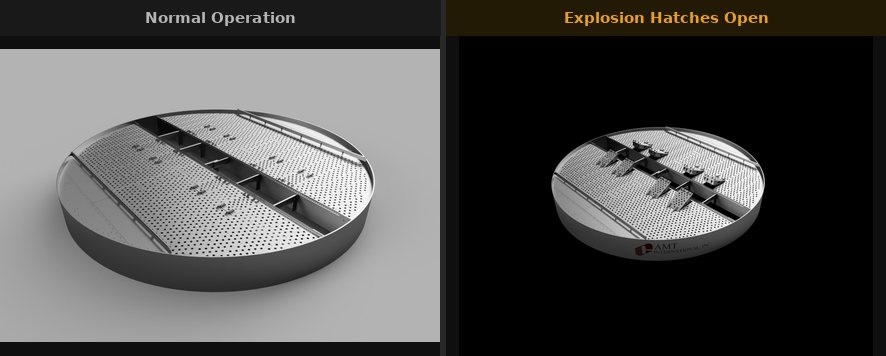
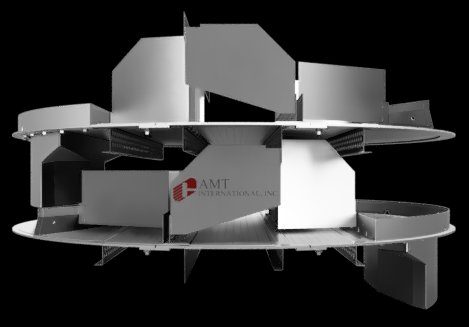
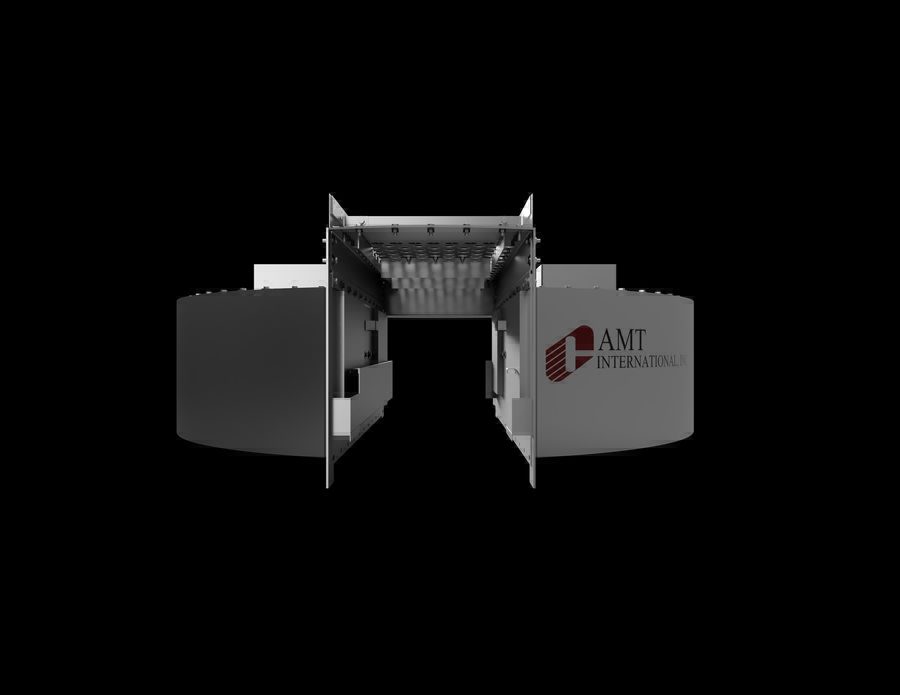
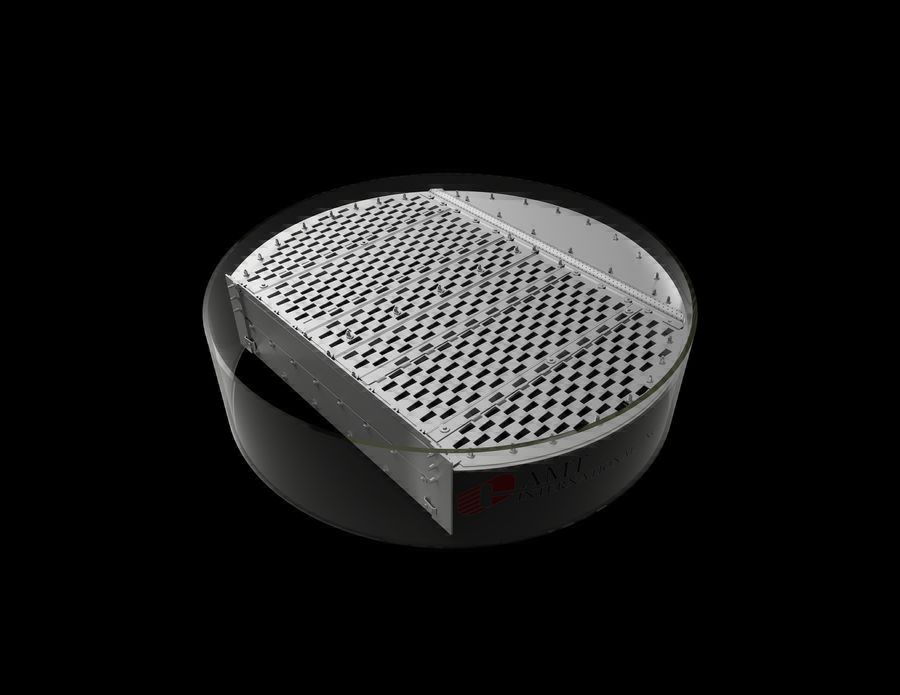
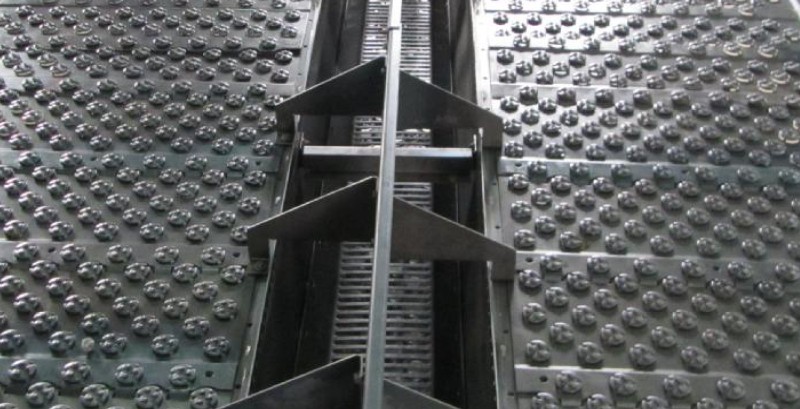
High-Performance Tower Internals
Feed distributors, chimney trays, seal pans, and liquid collectors — precisely engineered to maximize column performance.
Reactor Internals
Inlet diffusers, quench decks, collector/distributor assemblies, and outlet collectors for catalytic reactor applications.
Separator Internals
MPV Vane Pack, Z-Pack De-Entraining Device, Mist Eliminators, Feed Distributors, and Swirl Tubes — designed for your service or supplied as direct replacements.

ADS Filters & Strainers
AMT's proprietary Advanced Double Stage filtration system protecting column internals from contaminants in demanding HPI services.
Proven Results
Revamp Case Studies
Real performance gains from real installations across petroleum refining, petrochemical, and gas processing applications worldwide.
Petrochemical · PTA
Acetic Acid Dehydration
Replaced conventional internals with AMT ADV® trays and ADP process technology, dramatically reducing energy use and product loss.
Petroleum Refining · Vacuum
Vacuum Column Revamp
Debottlenecked an existing vacuum tower using ADV®-MP high-capacity trays, increasing throughput without any shell modifications.
Petrochemical · Aromatics
Xylene Splitter Revamp
Revamped large-diameter splitter with multi-pass ADV® trays to resolve flooding and increase separation efficiency at higher feed rates.
Engineering Services
Beyond Equipment — Full Lifecycle Support
From initial process simulation to installation supervision and post-startup troubleshooting, AMT offers a complete engineering services capability under one roof.
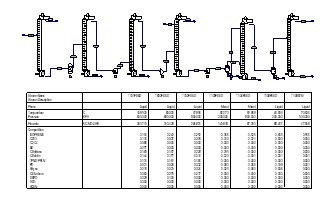
Process Engineering
Rigorous process design, simulation, and optimization — from revamp scoping to full column redesign.
- Process simulation & rating
- Mass transfer equipment design
- Column debottlenecking
- Performance troubleshooting
- CFD & flow distribution testing
Mechanical Engineering
Full mechanical design and documentation for tray decks, tower internals, and structural components — validated by FEA before fabrication.
- 3D mechanical modeling
- FEA structural validation
- Fabrication drawings
- Material selection
- Quality documentation
Field Services
On-site installation supervision, startup support, and performance verification by AMT's own engineers.
- Installation supervision
- Pre-startup inspection
- Startup & commissioning
- Performance testing
- Operational troubleshooting
Ready to Solve Your Next Separation Challenge?
Our engineers respond quickly and speak your language — whether you need a replacement internal or a complete column redesign. Let's talk about your specific application.